
有色金属的安币交易所钱包工艺
铝及其合金的安币交易所钱包:
纯铝因其熔点低‘热导率高,特别是对CO2激光的吸收率很低,比铁系金属难切割,不但切割速度慢,而且切口下缘易粘渣,切割面也比较粗糙。铝合金因含有其他合金元素,固态时对co2,激光的吸收率提高,比纯铝易切割,可切割厚度和切割速度也稍大。目前铝及其合金通常采用co2,连续或脉冲安币交易所钱包。
CO2气体连续安币交易所钱包:
(1)激光功率。
切割铝及其合金所需的激光功率大于切割铁合金所需的激光功率。功率1 kW的激光可切割工业纯铝的最大厚度约为2mm,铝合金板约为3mm;功率3kW的激光可切割工业纯铝的最大厚度约为1Omm;功率5. 7kw的激光可切割工业纯铝的最大厚度约为12. 7mm,切割速度可达80cm/min.
(2)辅助气体的种类和压力。
在切割铝及其合金时,辅助气体的种类和压力对切削速度、切削底渣的粘着性和切削表面的粗糙度有很大的影响。
采用O2作为辅助气体,切削过程伴随着氧化放热反应,有利于提高切削速度。但切口中形成高熔点、高黏性氧化物溶化渣人AL2O3,这种熔渣在切口内流动过程中,因其热分高.使已形成的切割面二次熔化而变粗。另一方面,熔渣在向切口底部排出时.因受辅助气流的冷却和工件的导热作用,黏度进一步增大,流动性更差,往往在工件底面形成难以剥离的粘渣。为此,必须增加气体上的压力。同时,利用CO2作为辅助气体获得的切削表面相对粗糙,而当切削速度接近最大切削速度时,切削表面粗糙度得到改善。
以N2为辅助气体,由于在切割过程中N2基本上不与贱金属发生反应,渣可钻性不太好,即使挂在切口底部,也很容易去除。因此气体压力大于0. 5MPa就能获得无粘渣的切口,但切割速度要比辅助相助气体时低。反之,粗糙度与翻转速度基本呈线性关系,且翻转速度越小,粗糙度越小。另外合金元素含量低.切割面粗糙度大。而合金元素含址高的铝合金,切割面的粗枯度小。
在切割航空用铝合金时,也有采用双重辅助气流.即内喷嘴咬出氮气.而外喷嘴喷出氧气流,气体压力均为o. 8mpa,可获得无粘渣的切割面。
(3)切割工艺与参数。
CO2连续安币交易所钱包铝及其合金的主要技术问题是消除后渣,提高切割面的粗糙度。除选择合适的辅助气体和切削速度外,还可采取以下措施防止结渣。
①在铝板背面预先涂以石墨系粘渣防止剂。
②用于铝合金板包装的薄膜还可防止粘渣。
co2连续安币交易所钱包铝与及其合金的主要工艺参数分别见表2一5、表2一6和表2一7
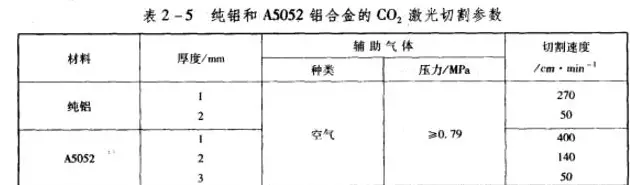
表2一5纯铝和A5052铝合金的CO2安币交易所钱包参数
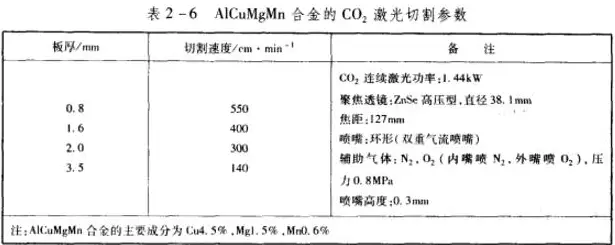
表2一6 A1CuMgmn 合金的co2安币交易所钱包参教
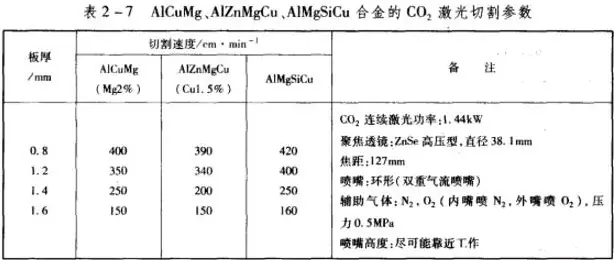
表2-7ALcumg、ALznmgcu、almgsicu合金的co2安币交易所钱包参数
- 上一篇:影响安币交易所钱包加工精度的多方面因素
- 下一篇:安币交易所钱包机的日常维护方法





